





Сертификаты и паспорта на продукцию

Соответствие нормативным документам

Гарантия и контроль качества продукции

Доставка по России и в страны СНГ
Способность изделия выдерживать высокое давление широко используется во многих отраслях промышленности: химической, медицинской, нефтяной и газовой, для бытовых нужд и для многих других производств. Данная конструкция применяется в следующих случаях:

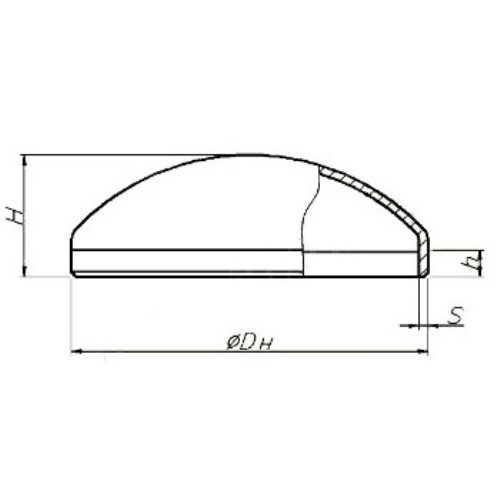
Основные конструктивные элементы изделия регламентированы по ГОСТ, и все предприятия, занимающиеся изготовлением продукции, обязаны соблюдать все нормативные требования. Это касается как размеров самой детали, так и качества сварки с основной конструкцией. Только это дает гарантию безопасного использования днища стального при эксплуатации систем и емкостей.
При выборе материала для изготовления необходимо учитывать ряд факторов:

При изготовлении эллиптических днищ чаще всего применяют методы горячей и холодной штамповки. Каждый из способов штамповки имеет свои преимущества и недостатки и применяется для деталей различной толщины и использования.Существует еще и метод раскатки на фланжировочной машине, когда форма дна выдавливается роликом, но он применяется не так часто.

При горячей штамповке заготовка сначала нагревается в печи до заданной температуры, а потом устанавливается в штамп для выдавливания. Основное преимущества этого способа возможность изготовления деталей из металла толщиной от 5 до 25 мм. К недостаткам этого способа можно отнести изготовление необходимой оснастки для каждого размера изделия и образование окалины на днище.
Применение холодной штамповки при изготовлении днища стального ограничено размером толщины листа. Такую формовку можно выполнять только для заготовок из тонкого листа. Зато отпадает необходимость в зачистке детали после штамповки, да и точность выполнения заданных размеров выше.

Заказать в необходимом количестве днище эллиптическое можно в нашей компании на сайте.
В заявке вы можете указать размеры и материал изготовления изделия.
Наша компания в короткий срок выполнит вашу заявку и отправит заказ на указанный адрес.
Доставка осуществляется транспортными компаниями в любой регион России, а также в страны СНГ.




